Cable Extrusion Line Selection Guide
The right extrusion line depends on what you extrude, the compound family and whether the cable needs cross-linking. This guide walks through screw, barrel and line-layout choices.
Start from the product, not the machine
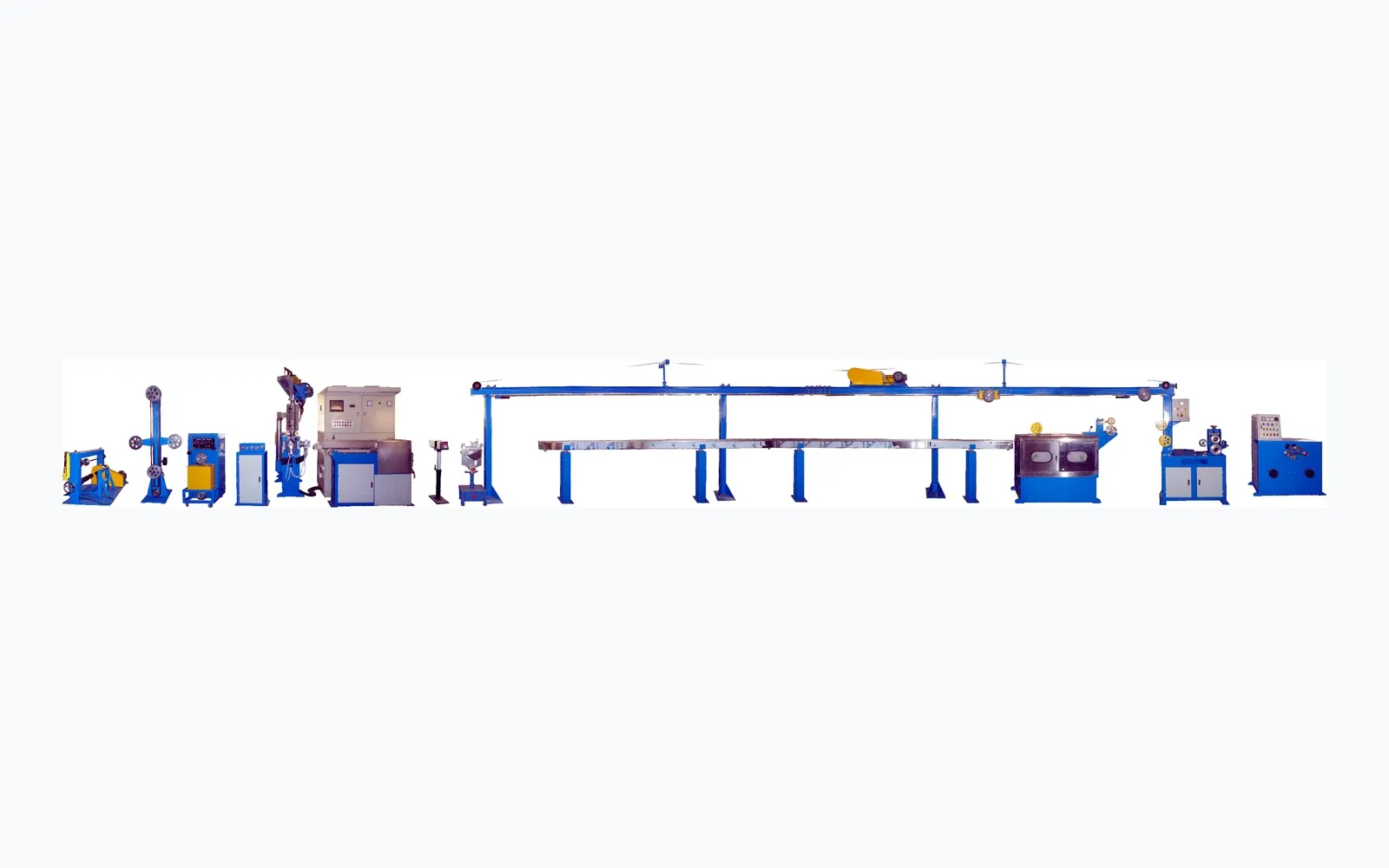
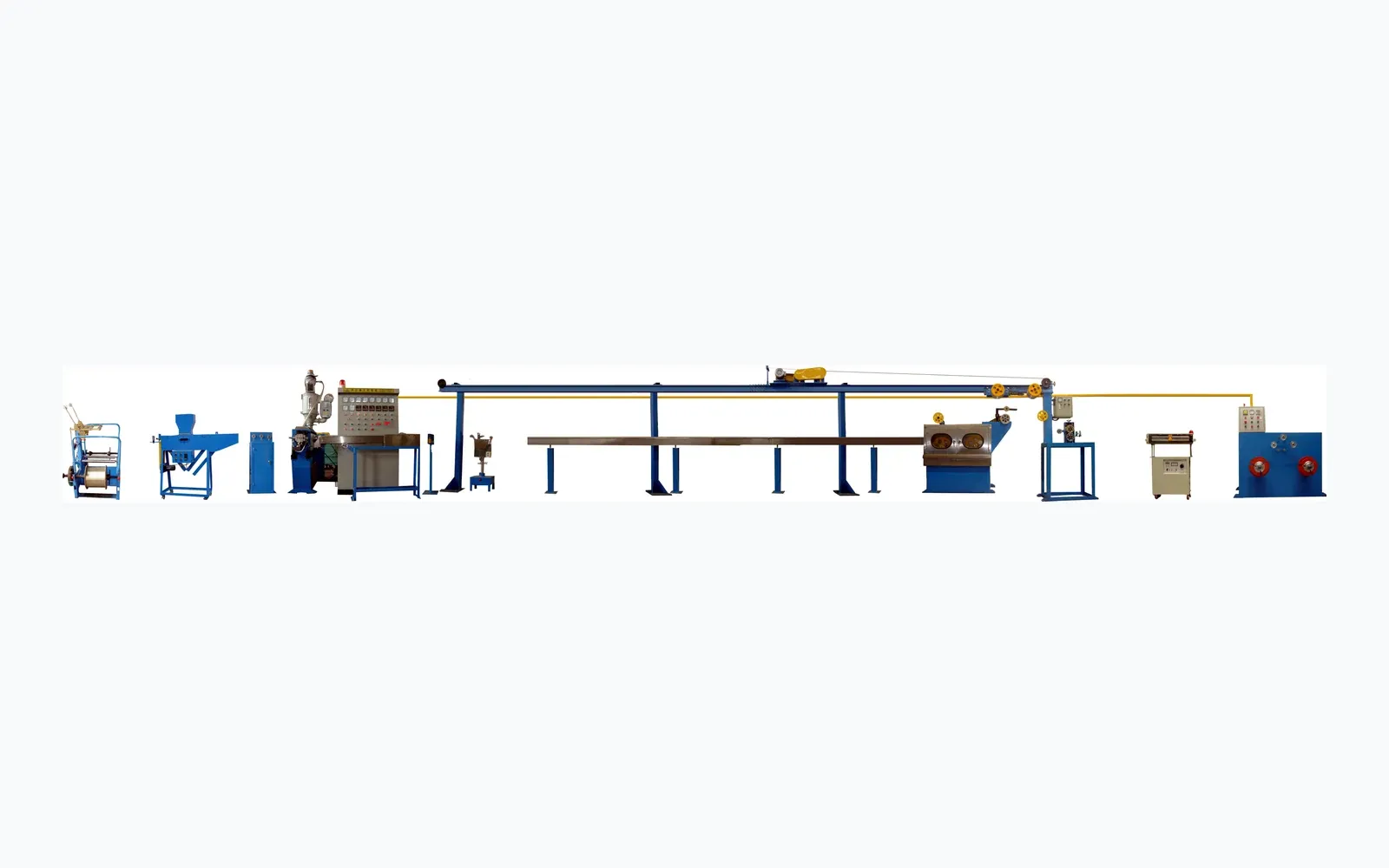
A cable extrusion line is configured around what it will make. An insulation line, a sheathing line, a thin-wall automotive line and a heat shrink tube line share the same backbone, pay-off, extruder, cooling, take-up, but differ in screw design, die tooling, cooling length and downstream equipment. Picking a line “by horsepower” without fixing the product first is how factories end up with a machine that runs one grade well and fights every other. Decide the product, then the compound family, then the cross-linking requirement, and the line specification largely falls out of those three answers.
Step 1 — Match the line to the product
| Product type | Typical layer | Line emphasis | Cross-linking |
|---|---|---|---|
| Insulation wire (e.g. HZD2720-L) | Primary insulation | Precise wall control, clean surface | Yes (electron beam) |
| Sheathing / jacket (e.g. HZDFR4100) | Outer sheath | Throughput, even wall over core | No (thermoplastic) |
| Thin-wall automotive | Thin primary insulation | Conductor pre-heat, tight tolerance | Yes (electron beam) |
| Heat shrink tubing | Tube wall | Tube tooling, expansion downstream | Yes (electron beam) |
The same φ45-150 single-screw platform can serve several of these, but the tooling, cooling length and downstream units change. An insulation line prioritises wall-thickness accuracy and surface finish; a sheathing line prioritises throughput and concentric coverage over an already-built core.
Step 2 — Specify the screw for the compound
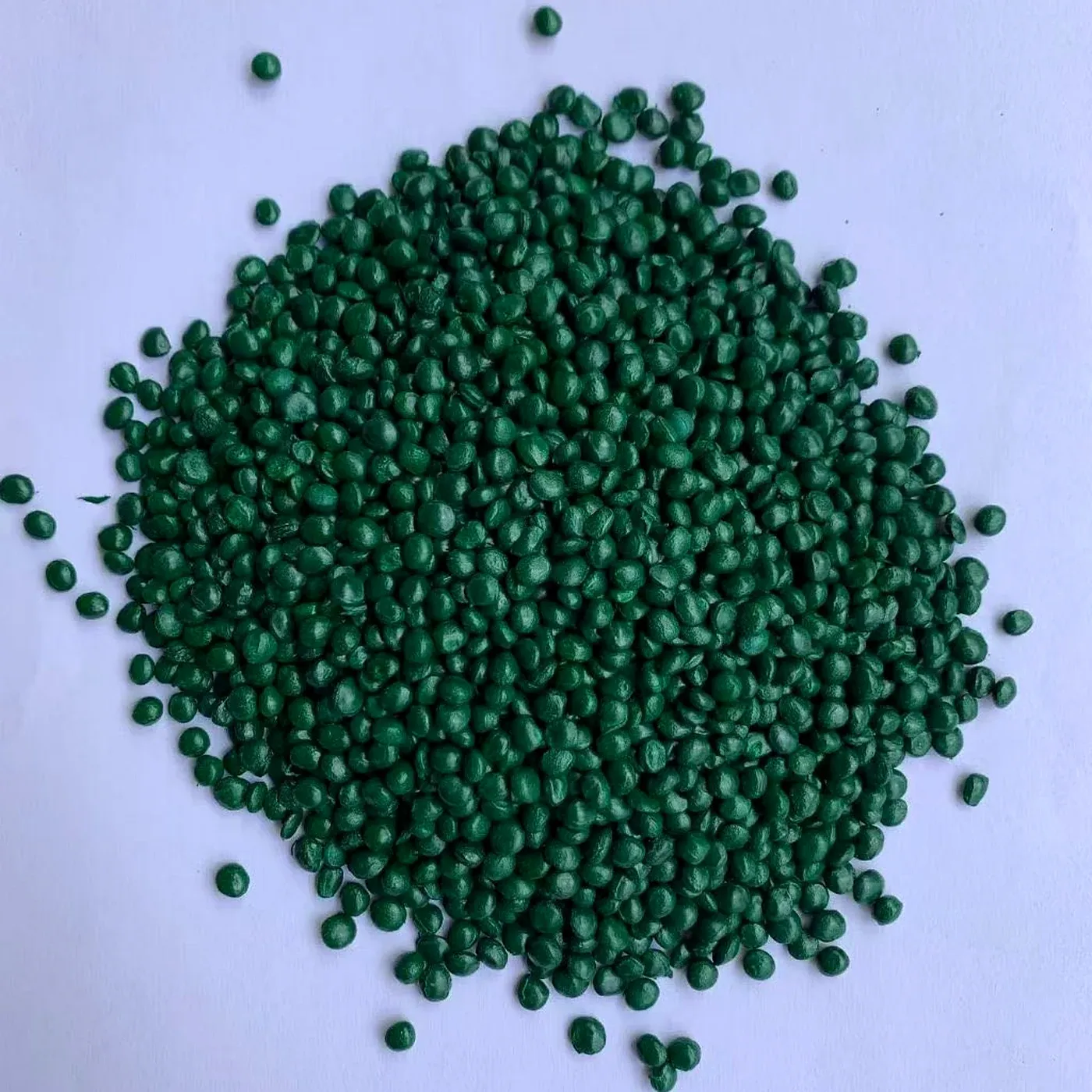
This is the choice that most affects LSZH quality. Mineral-filled halogen-free compounds are sensitive to shear heat, so a screw designed for unfilled polymer will overheat them and spoil the surface. Two rules apply:
- Use a dedicated halogen-free screw. Both HZD2720-L and HZDFR4100 call for one.
- Keep the compression ratio low. A figure below 2.5 is typical for these grades; some highly filled compounds want even less. Low compression conveys the melt gently and avoids scorching the flame-retardant package.
Length-to-diameter ratio should be at least 20 so the melt is fully homogenised before the die. The standard barrel range of φ45 to φ150 covers most insulation and sheathing duties; choose the diameter from your conductor size and the throughput you need, not the other way around.
Step 3 — Decide whether you need cross-linking
This single question splits the capital plan in two. Thermoplastic LSZH grades such as HZDFR4100 are finished at the die, the cable is complete when it leaves the cooling trough, so the line needs no cross-linking equipment. Cross-linked grades such as HZD2720-L leave the extruder thermoplastic and must pass through an electron-beam irradiation unit afterward to develop their temperature class and deformation resistance (HZD2720-L is dosed at 100-140 kGy).
If your product mix is mostly sheathing and 70-90 °C wire, you can avoid the irradiation investment entirely. If you intend to make 125 °C and 150 °C cross-linked insulation, plan for the beam line from the start, including the floor space, shielding and material-handling it requires. Retrofitting it later is far more disruptive than designing for it.
Step 4 — Size the downstream
The extruder is only one station. A complete line also needs:
- Pay-off and conductor pre-heater. Pre-heating the conductor improves adhesion and surface quality, and is important for thin-wall automotive insulation.
- Cooling trough. Length and water-temperature staging are set by line speed and wall thickness. Cross-linked grades and thick sheaths need more cooling length than thin thermoplastic walls.
- Spark tester and diameter gauge. For continuous quality verification on insulation.
- Capstan and take-up. Sized for the cable weight and reel capacity, with tension control matched to fragile thin walls.
Under-sizing the cooling or take-up to save cost will cap the line speed you can actually run, which erases the throughput you bought the extruder for.
Step 5 — Plan for the grades you will run
Different LSZH grades want different process windows, so a flexible line pays off. HZD2720-L runs a 140-150 °C die, while some polyolefin grades such as XD2200 run nearer 185-190 °C. A line with well-zoned barrel heating, accurate melt-temperature measurement and a screen-changer that holds back pressure will handle a wider grade range without retooling. Confirm the screen pack each grade expects (for example 20 / 80 / 20 for HZD2720-L and HZDFR4100) and that the gear pump or screen-changer can build it.
A simple selection checklist
- What layer? Insulation, sheath, thin-wall automotive or heat shrink tube.
- What compound family? Filled LSZH needs a halogen-free, low-compression screw.
- Cross-linked or thermoplastic? Decides whether an electron-beam unit is in the plan.
- What conductor range and speed? Sets barrel diameter and downstream sizing.
- What grade spread? Specify zoning and screens for the widest window you expect to run.
Answer those five and you have the core of a line specification that will run your present products and leave room for the next ones.
Talk to our engineers
LSZH supplies cable extrusion lines and the halogen-free compounds that run on them, so we can specify the two together. Tell us the products you intend to make, your conductor range and whether cross-linked grades are in scope, and our engineers will propose a line configuration, recommend matching compounds, and share the relevant technical data sheets. Contact us to discuss your line and request a quotation.
Key takeaways
- Choose a line by product type first (insulation, sheath, thin-wall automotive, heat shrink), then by the compound family it must run.
- Filled LSZH compounds need a halogen-free screw with a low compression ratio, typically below 2.5, to limit shear heat.
- Cross-linked grades require a downstream electron-beam irradiation unit; thermoplastic LSZH grades do not.
- Match barrel diameter (commonly φ45-150) and L/D (≥ 20) to your conductor range and throughput.

Where this applies
Building Wire
Low-smoke halogen-free, XLPE and PVC insulation compounds with building-wire extrusion lines for safe, code-compliant installation cable.
View solution
Communication & Data Cable
Low-smoke halogen-free sheathing, foam-skin insulation and shielding / wrapping materials with foaming and taping lines for communication and data cables.
View solution